Процесс сварки TIG 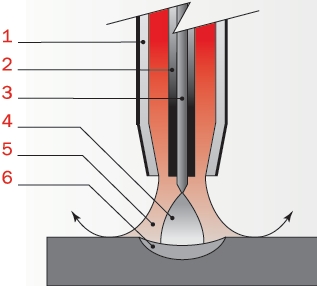
1. Сопло
2. Зажим электрода
3. Неплавкий электрод
4. Сварочная дуга
5. Газовая защита
6. Сварочная ванна
Характеристики процесса
Плюсы • Улучшенные эстетические качества шва
• Отсутствие брызг
• Сварка листов небольшой толщины
• Улучшенная регулировка дуги
Минусы
• Производить работу должен опытный сварщик
• Низкая производительность
• Необходимость использования газовых баллонов
Сварочная цепь

- газ
- станция охлаждения
- генератор
- зажим заземления
- горелка
Материалы
| Материалы | DC (постоянный ток) | AC (переменный ток) | | Сталь | 
| | | Нержавеющая сталь |
| | | Чугун |
| | | Медь |
| | | Никель |
| | | Титан |
| | | Алюминий | |
| | Латунь | |
| | Бронза | |
| | Сплавы | |
|
Цвет электрода: серый – 98% вольфрам, 2% СеО2. Зеленый - чистый вольфрам 98,8%.
Функция Bi-level:
При помощи кнопки горелки выбираются две различных величины тока, дуга при этом остается горящей. Эффективно при сварке прихватным швом и сварке листов небольшой толщины.
Поджиг дуги при сварке TIG
- Поджиг трением
Дуга возбуждается при трении вольфрамового электрода о свариваемую деталь. В начале шва присутствуют включения вольфрама. - Поджиг с подъемом
Дуга зажигается от прикосновения. Не засоряет сварочную ванну и излучает меньше электрических помех. - Высокочастотный поджиг (HF)
Дуга поджигается бесконтактно. Конец электрода не подвержен износу. Легкий старт при сварке в любом положении.
Баланс АС 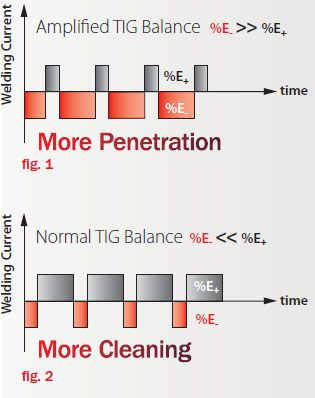
Более высокие значения баланса позволяют производить быструю сварку с большим проникновением (fig. 1), более концентрированной дугой, небольшой сварочной ванной и ограниченным нагревом электрода. Меньшие значения (fig. 2) позволяют добиться большей чистоты детали.
Типичные формы электродов
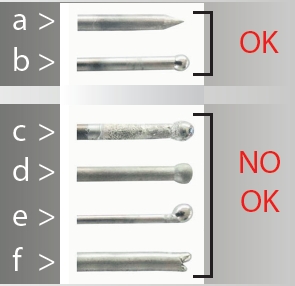
a) Коническая форма. Использование постоянного тока, отрицательная полярность.
b) Полусферическая форма. Использование переменного тока.
c) Загрязнение электрода вследствие контакта с припоем или сварочной ванной.
d) Окисление электрода из-за недостаточного потока газа после сварки по завершении работы.
e) Слишком высокое значение тока для электрода данного диаметра или слишком низкий баланс при сварке на переменном токе с деформацией электрода.
f) Слишком низкое значение тока для электрода данного диаметра с образованием выступа на конце электрода. Частота АС 
Регулировка частоты позволяет контролировать амплитуду дуги: чем выше частота, тем уже дуга и лучше контроль. TIG Pulse Особенно подходит для сварки тонких пластин (<1мм), когда нагрев детали должен быть минимальным. Подходит для сварки во всех положениях.
При увеличении частоты пульсации повышается стабильность дуги, а значит, точность сварки. Параметры 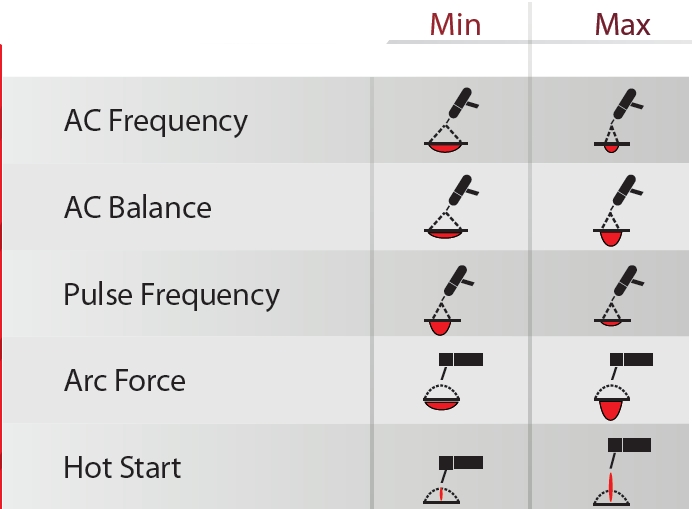
АС Частота
АС баланс
Частота пульсации
Сила дуги
Горячий старт |
