Процесс сварки MIG-MAG: 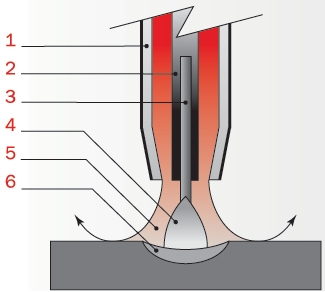
1. Сопло
2. Наконечник
3. Проволока-электрод
4. Сварочная дуга
5. Газовая защита
6. Сварочная ванна Сварка в сфере защитного газа Плюсы • Простая техника
• Высокая производительность
• Отсутствие шлака
• Мало испарений Минусы • Наличие газового баллона
• Ограничение использования на открытом воздухе Сварка под флюсом без газа Плюсы • Немедленная готовность к использованию
• Высокая практичность (нет баллона с газом)
• Идеально для использования на открытом воздухе Минусы • Необходимость устранять шлак
• Дороговизна порошковой проволоки Типичные газовые смеси Материал | Режим | СО₂ | ArCO₂ (80/20) | ArCO₂ (82/18) | ArCO₂ (92/8) | ArCO₂ (98/2) | ArO₂ | Ar | |
Сталь | Короткая дуга/разбрызгивание |  короткая дуга короткая дуга | | | | | | | Пульсация | | | | | | | | Нержавеющая сталь | Короткая дуга/разбрызгивание | | | | | | | | Пульсация | | | | |
| | | Алюминий | Короткая дуга/разбрызгивание | | | | | | | | |
Латунь/бронза | Короткая дуга/разбрызгивание | | | | | | | | Пайка | Короткая дуга/разбрызгивание | | | | | | | | |
Сварочная цепь при сварке MIG-MAG 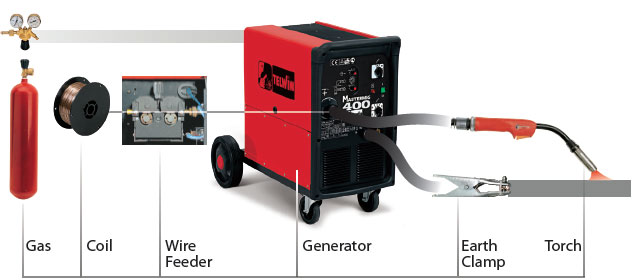
- газ
- катушка
- подача проволоки
- генератор
- зажим на массу
- горелка
MIG-пайка Позволяет работать при более низких температурах по сравнению со сваркой MIG (1000°С против 1500°С), а также снизить степень деформации соединенных элементов. Материалы соединены только с помощью расплава материала припоя (CuSi3 или CuAl8). Широкий спектр применения в автомобильном секторе. (рис.1 MIG-пайка лицевая сторона, рис. 2 - задняя сторона. Оцинковка не повреждена). 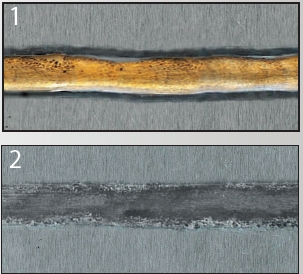
Синергетическая панель • Быстрая и простая настройка аппарата
• Мгновенное отображение параметров
• Повышенная гибкость
• Повышенная производительность Импульсная сварка (Pulse) Это сварка в режиме "контролируемого" переноса, обладающая преимуществами функции SPRAY Arc (скорость плавки и отстутствие брызг), с использованием тока низкой интенсивности, типичной для использования короткой дуги (Short Arc). Данный метод прекрасно подходит для сварки в горизонтальном положении, незаменим для сварки нержавеющей стали, алюминия и его сплавов, сварки тонких листов. Используются следующие типы газа: Ar, ArCO2, ArO2. 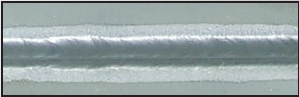
Режим сварки POP (Pulse on Pulse) Новое применение импульсной сварки MIG, в котором два тока разных уровней автоматически генерируются с переменной частотой. Амплитуда и продолжительность каждого уровня могут регулироваться в пределах заданного диапазона. Этот режим гарантирует безусловные преимущества при управлении температурой, подаваемой к детали, в особенности, при сварке алюминия, обеспечивая высокое качество сварки и позволяя придать хороший внешний вид поверхности сварного шва, сходного с получаемым при сварке ТIG. 
|
