| Процесс ручной дуговой сварки (ММА) 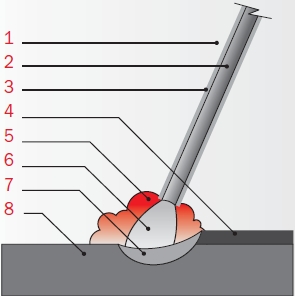
1. Электрод
2. Сердцевина
3. Покрытие
4. Шлак
5. Газовая защита
6. Сварочная дуга
7. Расплав
8. Материал основы Плюсы • Высокая практичность
• Высокая экономичность
• Отсутствие газовых баллонов
• Сварка во всех положениях Минусы • Низкая производительность
• Необходимость удаления шлака с обрабатываемой детали Рабочий цикл (EN 60974): Количествоминут в 10-минутном интервале времени, в течение которых аппарат способен производить сварку при заданном значении тока. Рабочий цикл примаксимальном токе зависит от температуры. В компании Telwin все измерения рабочего цикла производятся при окружающей температуре 40°С.Пример - работа может производиться непрерывно в течение двух минут до первого отключения аппарата. Инверторы VS Трансформаторы
| Характеристика | Инверторы
| Трансформаторы
| | Габаритные размеры и вес | ++++ | ++ | | Стабильность токa | +++++ | ++ | | Потребление энергии | +++++ | ++ | | Типы используемых электродов | ++++ | + | | Контроль качества сварки | +++++ | + | Общие эксплатационные характеристики
| +++++ | ++ |
Сравнительные характеристики традиционного сварочного аппарата и инвертора Аппараты | Ток | Типы электродов
| RT | BS | SS | CI | AL | CE | Инверторы | | Force, Tecnica , Advance , Technology 175 , 210 , 220/S | DC |  |
| | | | | Motoinverter CE ,Technology 228 CE/GE , Superior CE , Etronity CE | DCce |
| |
| |
| | Традиционные сварочные аппараты | | Futura, Marte,Practica, Utility, Moderna, Nordika, Nordica, Artica 220 , 270 Eurarc 310 , 410 | AC | | | | | | | Artica 282 , Eurarc 322 , 422 ,522 | 2AC | | | | | | | Quality | AC/DC | | | | | | | Linear | DC |
| | | | | |
Среднее значение сварочного тока (A) Ø,mm | 1,6 | 2 | 2,5 | 3,25 | 4 | 5 | 6 | RT | 30-55 | 40-70 | 50-100 | 80-130 | 120-170 | 150-250 | 220-370 | BS | 50-75 | 60-100 | 70-120 | 110-150 | 140-200 | 190-260 | 250-320 | CE | 20-45 | 30-60 | 40-80 | 70-120 | 100-150 | 140-230 | 200-300 |
Обозначения RT – рутиловые электроды
BS – щелочные электроды
CI – чугунные электроды
SS – нержавеющая сталь
AL – алюминиевые электроды
CE - целлюлозные
AC – переменный ток
2AC – переменный ток - двойной выход
DC – постоянный ток
ØE – диаметр электродаСвойства различных типов электродов Основные электроды • Прекрасная очистка материала
• Сварка в любом положении
• Хорошие механические качества сварки Рутиловые электроды • Легкое возбуждение
• Устойчивая дуга
• Низкая стоимость
• Хороший внешний вид и текучесть
• Легкость хранения Целлюлозные электроды Подходятдля сварки труб (глубокая и вязкая сварочная ванна), где требуется герметичность для газа, воды, жидкостей под давлением. 
|
